






















































报工慢、转序乱?东集小码哥CRUISE Ge2-M手持终端为锻造车间提供一站式生产跟踪方案
在锻造车间的生产管理中,报工与转序这两个关键环节长期存在一个核心矛盾:报工数据采集跟不上产线节拍,工序流转缺乏即时透明的信息传递。工人一面要应对高温粉尘的恶劣环境,一面还需在纸质工卡上手动记录完工数量——下料、加热、锻压、切边、热处理,多道工序层层交叉,信息到汇总时已过去数小时甚至半天。而在转序环节,工件卡在哪道工序无法实时掌握,衔接全靠经验调度,一旦衔接不上就造成产能空转。

症结溯源:报工与转序为何成为管理盲区?
锻造车间长期存在两种核心管理瓶颈,其根源均可追溯至一线数据采集能力缺失。
其一,报工不及时且易出错。 手工填单模式完全依赖操作工人完成后再统一录入,数据严重滞后,管理者只能通过“工序交接牌”被动接收结果,无法实时掌握在制品的工序分布。当紧急插单或设备故障发生时,生产计划只能基于滞后的数据做出判断,调度失误频繁发生。更重要的是,人工记录的完工数量与工件实物难以及时一一对应,导致计件工资核算混乱,月底对账往往需要花费大量人力做二次校验。
其二,工序间流转不可视。 锻造涉及的工序路径复杂,工件在不同工位间的流转高度依赖交接人员的自觉交接和纸质工卡传递,信息缺乏实时同步。跨车间转序时更是“信息真空”,锻造毛坯流向机加车间后,机加负责人往往不清楚锻件何时到岗、工艺状态如何,造成批量等待,产线利用效率大幅折损。
科学生产跟踪:从“等数据”到“用数据驱动”
优秀的车间生产跟踪方案,须在三个维度上同时达到工业级高要求。一是数据采集的实时性: 每完成一道工序,报工数据须在数秒内完成上传,并且不得因网络或设备故障导致延时中断。二是识读的准确性和高效率: 面对金属表面激光镭雕码的光泽性反光、低对比度与粉尘附着,手执终端的扫描引擎必须有足够的算法能力支撑高识别率。三是设备本身的工业可靠性: 锻造车间的高温环境、震动冲击与油污,必须是设备在设计时就已全维考量的核心问题,而非出厂后的“兼容保障”。
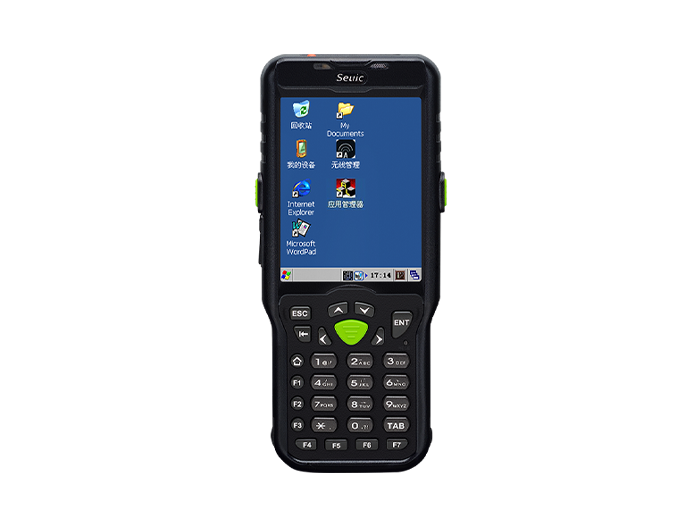
小码哥CRUISE Ge2-M手持终端PDA:专为锻造车间场景打造的终端利器
东集小码哥CRUISE Ge2-M手持终端的设计理念正是响应上述严苛的现场要求。在报工效率层面,它搭载MT8781八核2.2GHz处理器与高性能X3P系列扫描引擎,搭配先进的AI解码算法,针对高反光镭雕码和低对比度表面均能做到极高的一次识读成功率。在一家国内领先的Tier 1锻造车间应用中,原普通PDA识读率普遍不足60%,部署该终端后识读率跃升至99%以上,单件报工耗时从20秒压缩至1.5秒。
在转序衔接方面,操作员需完成“工件码+料车码+工位码”三码扫描一次绑定。设备依托稳定高效的工业级通信支持,在跨车间无缝漫游时仍能确保转序记录秒级上传,工单实现“做即报、转即看”,工序间的被动等待消失,产能利用率提升显著。WIP在制品盘点时亦支持连续快速扫码,响应体验比普通终端更为流畅。
在工业可靠性上,设备体现出了核心壁垒:IP68防尘防水等级,可承受宽范围工作温度以及1.5米跌落、1000次滚落等冲击;通过严苛的静电防护测试,全方位适应锻造车间的恶劣工况。此外,电池舱采用防松设计,即便设备跌落也不会造成数据丢失;大容量可拆电池则保障了16小时以上的连续作业,两班倒无缝衔接。
技术推动下的管控升级:从“消耗PDA”到“创造价值”
这家企业在全车间全面部署东集小码哥后,锻造与机加车间实现了生产效率整体提升70%,综合运营成本直降65%,一次性满足主机厂的严苛审核与数据质量要求。管理层能够实时看到每道工序的报工动态和订单进度,销售人员回答交期不再需要电话追着车间问,质量异常也能秒级追溯到具体操作工和设备。
而在更宏观的行业视角上,东集小码哥CRUISE Ge2-M手持终端截至2026年中已助力大量汽车零部件企业完成报工与转序的数字化升级,跨越锻件、机加、变速箱、轴承等多个核心细分领域。在锻造车间这个传统上被视为“数据采集禁区”的作业环境中,它凭借技术硬实力,真正构建起从“报工慢”到“报工即上云”、从“转序乱”到“转序即可视”的一站式生产跟踪闭环。
东集自2002年起专注现场数据采集二十余年,提供工业级PDA、RFID、视觉识别等耐用工具,广泛应用于制造、物流、零售及医疗行业,实现一线数据实时精准。同时以全球本地化服务陪跑企业,推动数字化落地,助力降本增效。




